

 English
English
 中文
中文





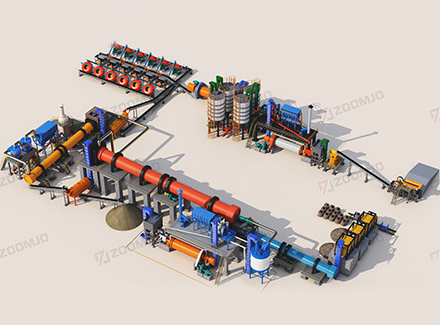
一、系统概述
本方案为干法水泥生产线,设计熟料产能≥3000 t/d,采用五级旋风预热器+分解炉+回转窑+篦冷机核心工艺,集成智能控制与环保技术。生产线涵盖石灰石破碎、生料制备、熟料煅烧、水泥粉磨全流程,适配低热耗(≤740 kcal/kg熟料)与低排放(粉尘≤30 mg/Nm³)要求,符合环保标准,支持EPC总包服务。

二、核心工艺系统
| 工艺段 | 核心设备 | 关键技术参数 |
|---|---|---|
| 原料破碎 | 锤式破碎机 | 处理量550t/h,出料≤65mm(90%通过率) |
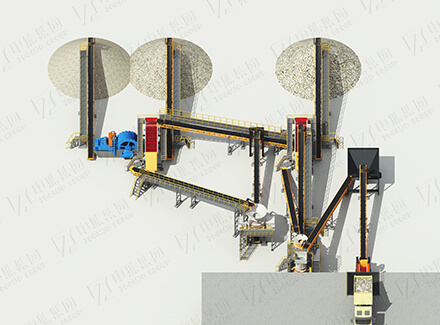
| 原料预均化 | 侧悬臂堆料机 + 桥式刮板取料机 | 石灰石堆场容量24,000t,均化系数≥8 |
| 生料粉磨 | 立式磨机 | 产能210t/h,产品细度≤14%(0.09mm筛余) |
| 熟料煅烧 | Φ4.0×60m回转窑 + 预热器系统 | 热耗740kcal/kg,C5出口物料分解率≥95% |
| 熟料冷却 | 第三代篦冷机 | 冷却效率≥72%,出料温度≤65℃ + 环境温度 |
| 水泥粉磨 | Φ3.8×13m双仓球磨机 + 选粉机 | 单台产能70 - 75t/h,比表面积≥3400cm²/g |
| 环保治理 | 脉冲袋式除尘系统 | 粉尘排放≤30mg/Nm³,滤袋寿命≥3年 |
三、工艺流程亮点

原料预处理
智能化破碎:锤式破碎机配备液压调速喂料系统,过载保护响应时间≤0.5秒
预均化技术:石灰石均化系数≥8,生料成分波动≤±0.5%
生料制备
立磨节能技术:
外循环比例≥50%,降低电耗15%
热风炉废气利用率≥80%(310℃预热器废气)
熟料煅烧
五级旋风预热器:
系统压损≤5500Pa,C1出口废气温度≤310℃
分解炉燃料替代率≥15%(支持生物质燃料)
窑系统智能控制:
窑速0.39-4.10r/min无级调速
烧成带温度红外监测精度±10℃
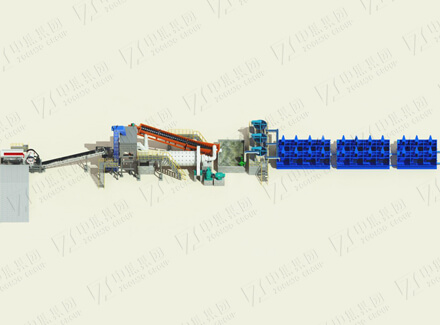
水泥粉磨
高效选粉:
选粉效率≥85%,3-32μm颗粒占比≥65%
循环负荷率≤150%,降低过粉磨现象

环保与节能
余热回收:篦冷机余风用于煤磨干燥,节能率≥20%
零废水排放:设备冷却水闭路循环,利用率≥95%
四、设备配置清单
| 工艺段 | 设备名称 | 数量 | 关键参数 |
|---|---|---|---|
| 石灰石破碎 | 重型板式喂料机 | 1 | 功率45kW(变频控制) |
| 锤式破碎机 | 1 | 功率710kW,处理量550t/h | |
| 生料粉磨 | 立式磨机 | 1 | 主电机功率2000kW |
| 熟料煅烧 | 五级旋风预热器 | 1套 | C1旋风筒 Φ4600mm |
| 回转窑 | 1 | 斜度4%,主传动功率355kW(直流) | |
| 水泥粉磨 | 球磨机 | 2 | 主电机功率2500kW/台 |
| 选粉机 | 2 | 处理量300t/h | |
| 环保系统 | 脉冲袋式除尘器 | 多台 | 过滤风速1.2m/min |

五、EPC服务优势
全流程覆盖:
设计优化:基于100+国家项目经验,定制热工平衡与物料平衡方案
智能工厂:DCS控制系统集成5000+监测点,支持远程诊断
核心设备保障:
回转窑筒体材质Q345C,耐热层寿命长
篦冷机篦板采用高铬铸铁,磨损率低

六、环保与智能化
超低排放:
粉尘:袋除尘出口浓度≤10mg/Nm³(实测值)
NOx:SNCR脱硝系统控制排放≤320mg/Nm³