

 English
English
 中文
中文





一、工艺概述
锰矿属弱磁性矿物,强磁-中磁联合工艺为核心技术,通过多级磁选与分级协同,实现锰矿高效富集。中焦定制化方案可将锰品位提升4%-10%,精矿回收率达85%-95%,适用于低品位锰矿(15%-25%)及复杂嵌布矿体

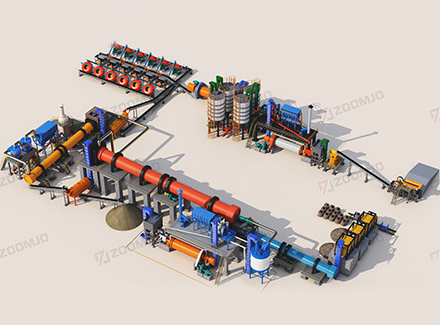
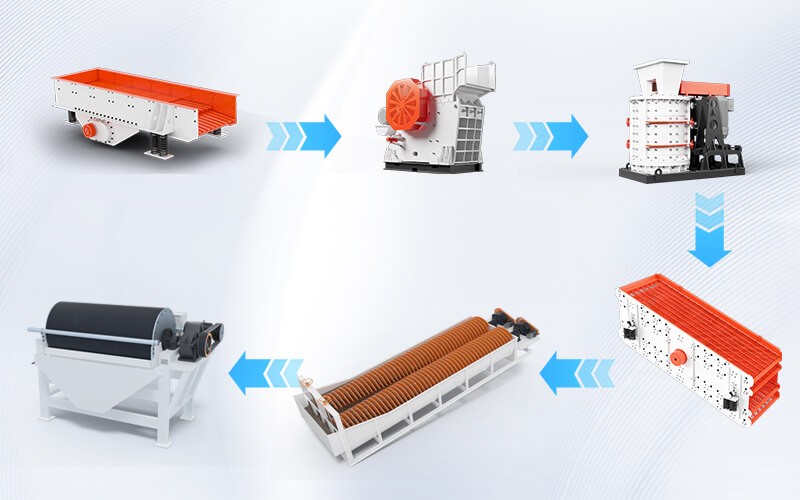
二、核心工艺流程
1. 破碎预处理
粗碎:颚式破碎机处理原矿至100-200mm,处理量达5000t/d;
细碎:数控制砂机精准控粒至0-30mm,减少过粉碎,能耗降低20%。
2. 强磁粗选(初阶富集)
设备:高梯度强磁选机(磁场强度1.2-1.5T);
技术亮点:
快速抛除60%-70%脉石,粗精矿锰品位提升至25%-30%;
尾矿直接排入浓缩机,减少无效循环。
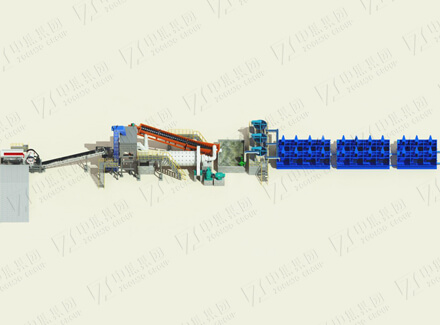
3. 分级优化(粒度控制)
螺旋分级机:
底流(粗粒级)进入中磁精选,溢流(细粒级)浓缩回用;
分级效率>85%,精准分离+0.1mm与-0.1mm颗粒。
4. 中磁精选(深度提纯)
设备:永磁筒式中磁机(磁场强度0.6-0.8T);
技术亮点:
二次分选剔除残余石英、黏土,精矿锰品位达35%-40%;
尾矿锰损失率<5%,资源利用率最大化。
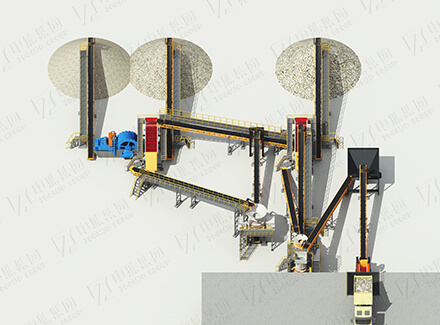
5. 浓缩脱水(闭路循环)
浓缩系统:
高效浓密机沉降,底流浓度>60%,溢流回水率≥90%;
尾矿干排:
脱水筛+压滤机联合工艺,尾矿含水率<15%,可直接堆存或制建材。
三、技术优势与效益
品位跃升:
原矿锰品位18% → 精矿品位38%-45%,提纯幅度超100%;
对比传统单一磁选,回收率提高10%-15%。
节能降耗:
数控制砂机+闭路分级系统,吨矿能耗降低25%;
强磁机功耗<3kW·h/t,运营成本行业领先。
绿色生产:
尾矿干排技术减少库容压力,回水循环节约水资源30%;
粉尘封闭收集系统,作业区PM2.5<15μg/m³。

四、生产实例:广西某低品位锰矿项目(3000t/d)
原矿特性:
锰品位19.5%,嵌布粒度微细(-0.074mm占65%),含石英、黏土。
工艺设计:
强磁粗选:抛尾率65%,粗精矿品位28.3%;
中磁精选:精矿品位提升至42.7%,回收率89.4%。